作者:李连平1 梁波1 侯明泰2 左昭贵1
单位:1. 青海南玻新能源科技有限公司;2. 青海大学
引用本文:李连平, 梁波, 侯明泰, 等. 锂离子电池用碳纳米管导电剂产业化应用研究进展[J]. 储能科学与技术, 2026, 15(2): 407-418.
DOI:10.19799/j.cnki.2095-4239.2025.0864
本文亮点:1.聚焦 CNTs 产业化瓶颈,提出跨尺度制备(催化剂逆向设计 + AI 工艺调控)、绿色分散(生物基分散剂 + 干法电极)及 SWCNTs 降本的突破路径; 2.系统剖析CNTs 导电剂在多电池体系(高镍/硅基/固态)的性能-成本适配性,建立性能 - 成本 - 场景综合选型原则。
摘 要 碳纳米管(CNTs)是由sp2杂化碳原子构成的一维纳米材料,具有卓越的本征电导率和力学性能,通过“线接触-线桥接”协同机制在锂离子电池(LIBs)电极中构建高效三维导电网络,可显著提升电池的能量密度、倍率特性及循环稳定性,已成为高能量密度电池体系的核心材料。目前,多壁碳纳米管(MWCNTs)与炭黑复合导电体系已在高端锂电领域实现规模化应用,但单壁碳纳米管(SWCNTs)仍面临宏量制备技术不成熟、分散工艺复杂及综合成本较高等产业化挑战。本文系统综述CNTs导电剂产业化应用的最新进展:阐述CNTs构建长效电子传导路径、稳定电极/电解质界面和缓冲电极体积应变的微观机理;重点剖析流化床CVD技术对CNTs宏量制备的调控策略,以及纯化、表面修饰(如—COOH、N/B掺杂)和干燥工艺对电化学性能的优化机制;评述CNTs在磷酸铁锂(LFP)、高镍三元、硅基负极及全固态电池(ASSBs)等体系中的适配性,并提出基于性能、成本与应用场景的综合选型原则。综合分析表明,未来CNTs导电剂的性能突破需依托跨尺度制备技术整合(如催化剂逆向设计与AI工艺调控)、绿色低成本分散工艺开发(如生物基分散剂与干法电极技术适配)以及SWCNTs工程应用瓶颈突破(如多金属协同催化降本)三大路径,推动CNTs从辅助导电材料向多功能核心材料的战略转型,为下一代高能量密度、高安全性储能系统提供关键材料支撑与理论指导。
关键词 锂离子电池;碳纳米管;导电剂;储能材料
随着全球能源结构向绿色低碳加速转型,LIBs作为关键能源存储载体,在新能源汽车、大规模储能系统及便携式电子设备等领域广泛应用。实现LIBs性能升级(高能量密度、长循环寿命、高倍率充放电)和成本控制已成为支撑全球能源转型战略的关键。导电剂作为LIBs电极的核心辅材,其性能直接影响电极内部的电子传输效率、界面反应稳定性及电极力学性能,尤其在高负载、高活性物质占比的新型电极设计中具有关键作用。目前广泛使用的传统炭基导电剂(如乙炔黑、Super P等)依赖于零维颗粒间的“点接触”模式形成导电网络,需较高添加量(质量分数2%~5%)才能实现有效导电,这不仅显著降低电极中活性物质比例,还限制了电池能量密度的进一步提升,且在长周期循环过程中易发生颗粒团聚和导电网络退化,难以适配高镍三元(如NCM/NCA)、硅基负极(SiOx/C、纯Si)及ASSBs等下一代高性能电池体系的需求,尤其在厚电极和体积变化剧烈的体系中更易导致内阻增大和循环性能衰退。在此背景下,CNTs以独特的一维结构、高长径比、卓越的本征电导率和机械强度,通过“线接触-线桥接”机制优化电子传输路径,为锂离子电池导电剂的发展带来革命性进展。未来,随着电池技术向高镍化、硅基化及固态化方向发展,CNTs导电剂的应用场景将进一步扩展。本文系统综述LIBs用CNTs导电剂的产业化应用进展,重点剖析其微观结构特性与多机制协同作用原理、宏量制备与分散处理关键技术、在不同电池体系中的适配性以及当前产业化面临的主要挑战,并为下一代锂离子电池的工程应用与创新开发方向提供参考。
1 CNTs导电剂简介
1.1CNTs的结构特征与物化性能
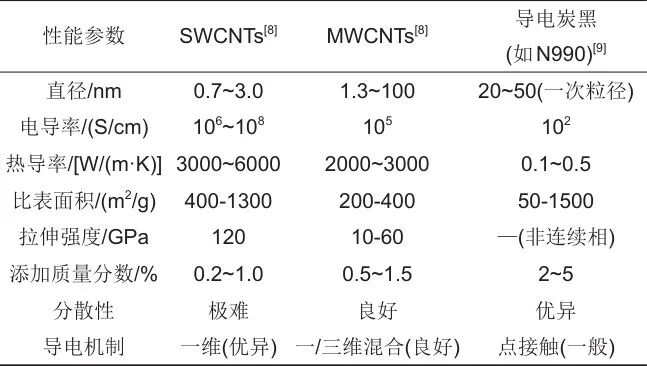
CNTs由sp2杂化碳原子构成的一维管状纳米材料,根据石墨烯层数可分为SWCNTs和MWCNTs。其C—C键长为0.144 nm,键角为120°,形成高度离域化的π电子共轭体系,赋予CNTs卓越的电学性能。作为导电剂,CNTs凭借其高长径比(>1000)能够在电极中以较低添加量(质量分数0.5%~1.5%)构建高效的三维导电网络,提供连续的一维电子传输路径,显著降低界面阻抗,从而增加电极的能量密度。
表1CNTs与常规导电剂的本征性能参数对比
1.2 在锂离子电池中的作用机理
1.2.1 三维导电网络构建与电子传输
CNTs通过“线接触”和“线桥接”机制,在电极中构建高效的三维导电网络,显著优化电子传输路径。其添加量(质量分数0.2%~1.5%)远低于传统导电炭黑(质量分数2%~5%),这有助于提高电极中活性物质的比例,进而提高电池的能量密度。Hamed等研究指出,该类导电网络不仅大幅增强电子传导能力(SWCNTs电导率可达106~108 S/cm,MWCNTs可达105 S/cm),还通过界面耦合和结构支撑作用,改善电极材料的电荷传输动力学和机械完整性。其电子传输机制主要体现在两方面:①一维弹道传输效应:SWCNTs具有极高的本征电导率(108 S/m),电子在一维受限空间中散射率低,传输阻抗小;②三维互联与接触优化:MWCNTs(电导率105 S/cm)与炭黑(电导率102 S/cm)或石墨烯复合形成“线-点”或“线-面”连接,建立多维电子通路,有效降低界面接触电阻。苏国士等将石墨烯与CNTs以1∶3复配用于三元正极(NCM),形成均匀分散的杂化导电网络,首次放电比容量较单一石墨烯和CNTs分别提高20 mAh/g和13 mAh/g,表明多维协同传输可显著提升电化学性能。CNTs的分散状态对三维网络的完整性与导电效率至关重要,良好分散有利于保持网络的连通性与机械稳定性,而团聚则导致局部绝缘点增多和传导性能下降。
1.2.2 界面稳定性调控与CEI/SEI修饰
经表面功能化修饰的CNTs(如CNT-COOH)可通过官能团(如—COOH,—OH)吸附电解液中Li+及等离子,调控界面反应微环境,促进形成致密且稳定的CEI或SEI层。在正极侧,该机制可有效抑制电解液分解和过渡金属溶出。Qiu等研究证实,采用CNTs-COOH与炭黑复合导电剂构建的NCM811正极,其CEI膜表现出显著增强的机械与电化学稳定性,使电池在10 C高倍率下容量保持率达53.1%,并在1 C循环200次后仍保持73.8%的容量。在负极侧,Wei等发现氮-硼掺杂CNTs可调节表面电子分布及吸附行为,引导形成均匀的SEI膜,使复合电极的界面阻抗降低40%,并显著提升库仑效率与循环稳定性。
1.2.3 力学增强与体积变化缓冲
高容量电极材料(如硅基负极)在循环过程中会发生剧烈的体积变化(膨胀率达300%),诱发较大的机械应力,导致活性物质粉化、电极结构破坏和容量急剧衰减。Li等研究发现,CNTs在活性物质周围交织形成三维网络,可有效束缚活性颗粒(如Si),并借助自身的弹性形变吸收和分散锂化/脱锂产生的应力,避免应力集中导致颗粒破裂和电极开裂。Wang等在硅碳负极中引入MWCNTs,构建弹性缓冲层,使电极的循环寿命提升50%以上,进一步研究证实,CNTs含量增加,网络效应愈加显著,电极达到峰值容量所需的循环周数从87周大幅减少至11周,体现出CNTs网络在维持电极结构稳定方面的关键作用。郑州大学崔鑫炜教授团队最新研究表明,与MWCNTs相比,SWCNTs在硅锂化膨胀应力下可产生超过14%的拉伸应变,从而激活C—C键并在锂原子桥接作用下与硅形成稳定的Si—C键,这一力学-化学耦合效应为深入理解CNTs在硅基负极中的增强机制提供了新视角。
2 CNTs导电剂规模化制备与产业化应用
2.1 产业化发展历程与市场现状
CNTs导电剂的产业化进程与全球新能源汽车产业的快速发展及锂离子电池技术的持续革新密切相关。其产业化历程可划分为三个阶段:2014年以前属于技术突破与初步探索阶段,该阶段以CVD工艺的持续改进和核心专利的系统布局为特征,但市场仍由传统导电炭黑主导;2014—2021年进入规模化应用与国产化替代阶段,以江苏天奈科技股份有限公司(天奈科技)等国内企业实现导电浆料的大规模量产为标志,“CNTs+炭黑”复合导电体系逐渐成为市场主流配置;2022年以来为快速扩张与全球竞争阶段,下游需求高速增长,行业整合加速,SWCNTs成为新的研发热点。
当前CNTs导电剂市场呈现出需求快速增长、产业集中度高以及技术快速迭代三大显著特征。2024年中国动力电池装车量达548.4 GWh,同比增长41.5%,直接拉动了上游导电剂需求的增长。CNTs导电剂凭借其在高镍三元正极和硅基负极等高端体系中的独特优势——如显著改善硅基材料导电性及有效缓冲循环过程中的体积膨胀,市场渗透率持续提高。在竞争态势方面,行业存在较高的技术门槛、认证壁垒和资金要求,市场前5家企业(CR5)的集中度持续高于80%。天奈科技作为国内领先企业占据市场主导地位,但同时面临Cabot、OCSiAl和LG-Chem(LG化学)等国际企业的强势竞争。从技术演进趋势来看,CNTs导电剂正从单一组分向复合体系(如CNTs+炭黑已成为主流)发展,从MWCNT延伸至SWCNTs,并不断适配ASSBs等新型电池体系。
2.2 宏量制备技术
CVD法是当前工业化生产CNTs的主流技术,因其工艺成熟、成本可控且易于扩大规模而被广泛采用。根据催化剂的存在状态,可分为固定床CVD和流化床CVD。流化床CVD法,如图1,通过将催化剂颗粒悬浮在气流中悬浮并进行反应,实现了连续化生产,是当前MWCNTs宏量制备的主要方法。
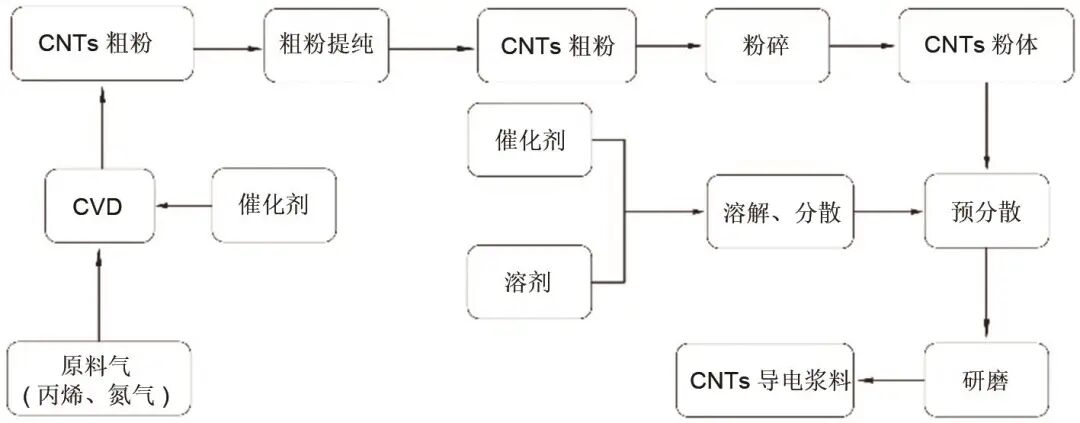
流化床CVD法制备CNTs工艺流程
2.2.1 流化床反应器的工程优化
流化床反应器(FBR)凭借其优异的传热传质性能与连续化生产能力,已成为MWCNTs规模化生产的主流技术装备。反应器结构优化是提升综合性能的关键:耦合流化床设计(如将催化剂活化与生长反应器耦合)和多级复合流化床系统(集成多级旋风分离器)显著提高了生产效率和碳源利用率。雷晓等通过优化内部结构(如采用多级气体分布器)可增强气固两相流的均匀性与稳定性,为连续生产提供基础。清华大学骞伟中教授团队开发的绿色流化床多孔炭制备成套技术,将制备尾气转化为CNTs,总碳收率从20%提升至35%,并通过低温撞击流区与高温生长区协同的FBR系统,使催化剂利用率提高5%~25%,成品率增加30%~35%,同时省去后续研磨环节,时间成本降低50%,装置投资减少10%~15%。赢纳材料科技(镇江)有限公司开发的第三代CNTs生产装置实现了单台反应器千吨级CNTs年产能,显著降低了生产成本。
2.2.2 催化剂体系的优化设计
为满足锂离子电池对高性能导电剂的需求,催化剂设计从单一金属(如Fe、Co、Ni)发展为多元合金体系,实现在原子尺度精准调控CNTs的拓扑结构和电子特性。Fe-Mo/MgO双金属催化剂实现SWCNTs的定向生长,直径控制在1.2~1.7 nm;Fe-Cu体系可制备出超长CNTs阵列(长度>500 μm),催化剂寿命达传统固定床3倍以上。天奈科技凭借纳米聚团流化床与第二代Fe-Mo催化剂,2024年国内市场份额达到53.2%;OCSiAl采用Co-Mo-W三元催化剂使SWCNTs的生产成本降低60%。绿色催化体系也取得重要突破,如采用钴镍铁氧化物/氧化铝催化剂,可实现聚烯烃废弃物低温裂解与CNTs原位生长一体化。未来催化剂设计将聚焦于多金属协同调控裂解路径、机器学习(ML)辅助催化剂设计及开发废弃塑料/CO2等低碳碳源的绿色合成路径。
2.2.3 工艺参数的智能调控
智能调控技术实现了对CNTs直径、壁数及缺陷密度的精准控制。中国科学院金属研究所刘畅团队成功制备出高度1.3 mm、结晶度(IG/ID)为5.0的CNTs垂直阵列。基于AI的自适应控制系统通过多维数据动态优化工艺参数,提升生产效率约30%,并显著降低批次间差异。质量一致性智能评估体系通过物理指纹与主成分分析(PCA)构建量化评价系统,保障了电极的均一性与循环寿命。
2.3 提升导电剂性能的关键后处理技术
2.3.1 纯度与分散性调控
CNTs粗产物中的金属催化剂残留(如Fe、Co、Ni)及无定形碳杂质会增加界面阻抗并催化电解液分解。工业采用多步协同的纯化工艺:气相酸氧化(如HNO3/H2SO4体系)结合高温退火(>2000℃)可有效去除杂质并修复结构缺陷。近年来,超临界流体(SCF)和电化学纯化等绿色纯化方法逐渐兴起。分散性调控通过机械-化学协同策略实现:砂磨与超声联用可获得D50≤50 nm、D90≤100 nm的高品质浆料;表面活性剂(如SDBS、Triton X-100)和高分子化合物(如PVP、SBS)通过空间位阻效应抑制团聚;硅烷偶联剂和氮掺杂等表面功能化技术显著提升界面相容性。此外,分散技术正向智能化发展,如通过分子模拟指导SBS相区调控可实现CNTs的定向分布。
2.3.2 表界面修饰与构效协同
表界面修饰通过共价修饰、元素掺杂及多维复合等手段精准调控CNTs表面化学性质与电子结构,优化电极内的电荷传输与界面稳定性。共价修饰(如酸氧化引入—COOH/—OH)增强了CNTs与活性物质之间的界面键合。Li等采用HNO3-H2SO4可控氧化法使NCM811正极在4.4 V下循环寿命提升35%。元素掺杂可调节CNTs表面电子结构:Liu等证实氮掺杂CNTs增强对Li+的吸附能力,使硅基负极的界面阻抗降低40%,库仑效率达99.5%;硼掺杂CNTs促进阴离子衍生SEI的形成;N-S共掺杂使硅负极在4 A/g电流密度下循环1000次后容量保持1110.8 mAh/g,体积膨胀抑制率达83%。多维复合策略中,CNTs/石墨烯杂化导电剂在准固态电池的LiFePO4(LFP)正极中表现优异:该杂化材料本征电导率提升至1.2×10-3 S/m(相较于纯石墨烯提升约2个数量级),界面阻抗降低至32 Ω,使电池实现73.2 mAh/g的可逆容量(0.1 C倍率下),循环1000次后容量保持率为89.6%;而CNTs/硫化物电解质(Li6PS5Cl、Li7P3S11等)复合体系可显著提升ASSBs的界面离子电导率(提升至10-3 S/cm级别)和能量密度,其核心在于CNTs构建的电子传输网络与硫化物电解质的离子传输网络形成互穿结构。
2.3.3 干燥工艺与成品质控
干燥是CNTs导电剂从分散体转化为粉体或浓缩浆料产品的关键过程,核心在于抑制溶剂脱除过程中引发的CNTs二次团聚。喷雾干燥是制备粉体导电剂的主流技术,工艺优化需平衡干燥动力学与结构完整性:过高的进气温度或速率会导致CNTs形成致密硬壳,损害其再分散性;而采用低温-低压喷雾干燥结合惰性气氛保护,可形成多孔蓬松结构(振实密度0.03~0.06 g/cm3),使其在电极浆料中迅速恢复至原级分散水平(D90<100 nm)。干燥工艺与改性技术闭环联动:硅烷偶联修饰需严格控制干燥过程的水分残留;氮掺杂CNTs需全程隔绝氧气。干法电极技术推动无需溶剂的粉末直接应用,根本性变革干燥理念。
2.4 产业化与市场应用
2.4.1 应用领域与产品形态
CNTs导电剂的添加量(0.5%~1.5%)显著低于传统炭基材料[2.0%~5.0%,主要包括超导炭黑(Super P)、乙炔黑等],其不仅降低电池内阻约30%,还能有效提升能量密度。在硅基负极中,CNTs能够有效缓冲高达300%的体积膨胀;在ASSBs中,仅添加0.2%~0.5%的SWCNTs即可实现340~360 Wh/kg能量密度;在4680大圆柱电池等新型电池体系中,CNTs的需求量为传统电池的2~3倍,而磷酸锰铁锂(LMFP)等正极体系也进一步拓展了其应用场景。具体如表2所示,其中,倍率性能以1 C放电容量为基准(100%),表示3 C倍率下的容量保持率;循环寿命以容量保持率80%为终止条件(1 C充放电);各性能指标与CNT的内在联系:①内阻降低:CNTs“线接触”机制减少活性颗粒间接触电阻(较传统炭黑降低30%~40%);②倍率性能提升:三维导电网络缩短电子传输路径(传输距离从100 nm降至20 nm),适配高电流密度下的电荷转移需求;③循环寿命延长:CNTs的力学支撑作用抑制活性颗粒粉化(如硅基负极循环100次后颗粒破碎率从50%降至15%),减少导电网络退化;④能量密度提升:低添加量(质量分数0.2%~1.5%)增加活性物质占比(较传统炭黑提升2%~4%),直接提升电池能量密度。
表2CNTs与传统炭基导电剂的应用性能对比

目前,导电浆料是CNTs导电剂的主要产品形态,溶剂主要为N-甲基吡咯烷酮(NMP)或去离子水,浓度通常为3%~6%。该形态有效解决了CNTs粉体的分散难题,但仍面临运输成本高与储存稳定性不足等瓶颈。随着干法电极技术的发展,粉体形态的CNTs导电剂需求预计将显著增长。
2.4.2 市场格局与竞争态势
全球CNTs导电剂市场高度集中,CR5市场份额合计接近80%,天奈科技2024年浆料产能达12.5万吨/年,市场占有率由2022年40.3%增长至2024年53.2%,主导MWCNTs市场(产品纯度>95%、长径比>1000);OCSiAl专注于SWCNTs领域,年产能约800吨,主导高端领域。
如表3,企业竞争策略呈现显著差异化:天奈科技通过产能扩张与海外市场拓展巩固其全球领导地位;Cabot通过收购整合强化产业链布局与市场渗透;LG化学则依托集团优势,以自供为主并逐步扩大外销比例。区域格局上,中国(如天奈科技、青岛昊鑫新能源科技有限公司等)凭借完善的新能源汽车政策支持与电池产业集群优势,占据全球超过70%的产能;而欧美企业更聚焦于SWCNTs等高端技术研发,致力于抢占下一代ASSBs的技术制高点。
表3全球主要CNTs导电剂生产企业竞争力分析(2024—2025年)

2.4.3 成本分析与发展路径
CNTs导电剂的成本构成主要包括原材料(占30%~40%)、设备折旧(占20%~25%)、能耗(占15%~20%)及分散加工成本(约占30%)。主要降本路径包括:开发新型低成本碳源(如废塑料热解)、提升催化剂效率(如天奈科技Fe-Mo体系提效30%)、推广绿色制造工艺(如超临界流体纯化)。未来CNTs导电剂产业将呈现三大趋势:技术高端化(SWCNTs导电剂在ASSBs中的应用加速);产业链整合加速(通过战略合作与合资建厂深化协同);全球化布局(领先企业通过海外建厂与技术授权拓展全球市场,以减少贸易壁垒影响)。
3 CNTs导电剂的体系适配性与性能评估
3.1 正极体系
当前LIBs正极材料呈现“LFP规模化应用、高镍三元(NCM/NCA)高端化突破、高电压/新型正极材料[如富锰镍基(NMCA)、层状富锂锰基(LRLO)]加速研发”的产业格局。这些材料均面临本征导电性差、循环过程中相变导致结构破坏、高电压下电解液分解及过渡金属(TM)溶出等共性问题。CNTs通过构建三维导电网络、调控界面稳定性并提升电极机械完整性,成为改善正极综合性能的关键材料。
LFP正极体系。因低成本、高安全性广泛用于储能和中端电动汽车领域,但本征电子电导率低(<10-9 S/cm)和Li+扩散系数小(10-13~10-14 cm2/s),导致在厚电极(>150 μm)与快充场景下极化加剧、容量衰减快等问题。Checko等采用SWCNTs与MXene(Ti3C2Tx)构建多维导电网络,所制备的LFP/CNT/Ti3C2Tx复合正极在4 C倍率下容量达94 mAh/g(面负载约10 mg/cm2),界面接触电阻降至2.4 Ω·m,离子电导率提升至约0.4 S/m,归因于“线-面”接触优化及多孔结构缩短Li+路径。Liao等采用3D GNF/VACNT-LDO复合材料作为LFP正极导电剂,在0.2 C下放电比容量达168.6 mAh/g,10 C高倍率下仍保持105.3 mAh/g(传统Super P仅65.1 mAh/g),并在0.5 C循环500次后容量保持率为72.7%。
高镍三元正极体系。高镍三元(如NCM811)比容量>200 mAh/g,但本征电子导电性差(约10-4 S/cm),H2-H3相变易引发微裂纹,导致容量快速衰减。Qiu等采用羧基功能化CNTs(CNT-COOH)与CB复配制备的NCM811正极,在4.4 V电压下1 C循环200次后容量保持率提升至73.8%,性能远超单一CB电极(52.7%)及其他功能化CNTs(CNT-OH、CNT-NH2),同时CNT-COOH表面官能团(—COOH)可吸附电解液中Li+及PF,诱导形成以LiF为主的致密CEI层,抑制电解液分解和过渡金属(TM)溶出(TM溶出量从1.2 mg/L降至0.66 mg/L)。Song等通过双添加剂电解质与CNTs协同,抑制电解液分解,使Li/NCM622半电池在4.5 V循环500次容量保持率76.8%。Oh等采用磷酸盐(PO)梯度掺杂技术制备的P0.02-nrNCM(基于NCM622)材料,在3.0~4.5 V电压范围内以1 C(180mAh/g)放电,可逆容量为166.07 mAh/g,100次循环后容量保持率92.4%,显著优于未掺杂材料(可逆容量156.65 mAh/g,容量保持仅79.1%)。
高电压及新型正极体系。高电压正极(如高压LiCoO2、LRLO)是突破当前能量密度瓶颈的关键材料,然而在大于4.5 V(vs Li/Li+)的工作电压下,电解液易发生剧烈氧化分解,形成不稳定且过厚的CEI层(主要含Li2CO3、ROCO2Li),引发界面阻抗激增和活性氧物种释放。SWCNTs凭借其高导热性和精准可调的表面化学特性,成为该类体系的理想导电剂。其核心作用机理在于:①高导热性抑制电解液分解。SWCNTs具备卓越的热导率[3000~6000 W/(m·K)],能高效导出高电压循环时(如NCM811在4.4 V下工作,局部温度可达60℃)产生的焦耳热,将电极内部温度波动控制在±5℃范围内,这种高效的热管理能力有效避免了局部过热,为电极提供了均匀温和的热环境,从而显著延缓了电解液的热分解动力学,为构筑薄而致密的稳定CEI膜创造了关键条件。②表面化学调控CEI层。通过官能团修饰(—COOH,—PO3H2)或元素掺杂(N、B)对SWCNTs进行表面工程,可精准调控其界面化学行为。这不仅增强了SWCNTs与高电压正极活性物质的界面相容性,降低了接触电阻,还优化了电荷传输动力学;更重要的是,特定的表面官能团(如—COOH)能够优先吸附电解液中的活性组分(如Li+、PF),促进其在界面处发生分解反应,引导形成富含高强度无机物(如LiF)且力学性能稳定的CEI层。这种坚固的CEI层能有效抑制电解液的持续分解和过渡金属离子的溶出,从而保障电池的长循环稳定性。
LRLO正极。LRLO层状氧化物(LRMOs)虽具有高理论容量(≥250 mAh/g),但面临容量/电压衰减、氧析出及结构不稳定等问题。将表面包覆(如Al2O3、Li3PO4)与CNTs导电网络结合,可有效隔离电解液腐蚀、促进离子传导并调控氧稳定性。CNTs既能弥补包覆层电子电导率的不足,功能化CNTs(如F-MWCNTs)还可促进形成更稳定CEI层。Xu等开发的COF/CNTs复合正极材料,在200 mA/g电流下比容量达314 mAh/g,能量密度高达737.5 Wh/kg,且循环10000次后容量保持率仍达88%,展现了CNTs在新正极体系中的应用潜力。
表4不同正极体系中CNTs导电剂的性能对比

3.2 负极体系
CNTs凭借其一维纳米结构和优异的界面调控能力,可同步解决硅基负极导电性差、体积膨胀显著(≥300%)及SEI膜不稳定三大难题,其作用机制与材料选型主要取决于硅含量(低硅SiOx/C、中硅Si/Gr、高硅/纯硅)与CNTs类型(SWCNTs、MWCNTs及功能化CNTs)的适配性。
在体积膨胀最为剧烈的高硅及纯硅含量(质量分数大于80%)体系中,SWCNTs及其功能化衍生物因其超高的本征拉伸强度(约120 GPa)和结构柔性,成为理想导电网络构建材料。清华大学魏飞团队通过“原位催化生长”技术,将电极电子传输电阻从50~80 Ω(Super P体系)降至8~12 Ω(CNT作用:一维网络减少接触电阻),电导率提升至104~105 S/m,研究还发现SWCNTs在硅300%膨胀应力下可产生14%的可逆拉伸应变,结合“柔性桥连”机制将电极膨胀率从大于300%降至120%~150%(CNT作用:力学网络缓冲体积变化),100周循环后电极厚度仅增加18%(纯硅电极为85%)。此外,SWCNTs通过Li+桥接与硅形成稳定的Si—C共价键,将界面结合能从0.8 J/m2提升至1.7 J/m2,显著增强SEI的稳定性(CNT作用:界面调控抑制SEI破裂),使平均库仑效率从98%提升至99.5%以上。
在中高硅含量(硅质量占比30%~80%)体系中,MWCNTs因成本优势与工艺兼容性成为首选导电剂。Ünal等研究表明,采用MWCNTs的硅/石墨(Si/Gr, 60/28)负极在100次循环后,放电比容量[(534.2±21.1) mAh/g]和容量保持率(73.3%)均显著优于传统Super P电极[(436.1±16.3) mAh/g,61.7%)]。
产业化方面:在SiOx/C负极(硅含量10%~20%)中,因SiOx锂化后生成Li2O惰性相(体积膨胀150%~200%),添加0.5%~1.0%的MWCNTs即可构建稳健的导电网络。天奈科技千吨级产线验证表明,采用气固流化床分子级沉积技术实现MWCNTs均匀包覆后,电池(NCM811//SiOx/C)循环寿命(容量保持率≥80%,1 C充放电)达600~700周,能量密度提升至450~480 Wh/kg。
表5不同导电剂在硅基负极中的性能对比与作用机制

3.3 下一代电池技术
SWCNTs凭借超高导电性和结构柔性,成为突破ASSBs、锂硫电池(LSBs)等下一代电池技术瓶颈的关键材料。在ASSBs领域,天奈科技的SWCNTs浆料(纯度>99.9%,长径比>2000)与硫化物电解质(Li6PS5Cl)复合形成互穿离子/电子双导电网络,推动电池能量密度突破500 Wh/kg。在钠离子电池(SIBs)中,NMCP/C@CNTs正极在10 C倍率下循环500次容量无衰减;CoNi2S4/NiS@CNTs复合材料在50 A/g的超高电流密度下循环45000圈仍保持100%的容量。在LSBs领域,张炳森等通过碳化钛量子点(Ti3C2QDs)负载于CNTs,制备出LSBs正极复合材料(Ti3C2QDs@CNTs/S)使穿梭电流降低至0.032 mA/cm2;Pan等开发的Ni3V2O8@CNTs复合材料用于LSBs隔膜改性,使电池在4 C倍率下循环1500次后,每次循环的容量衰减率仅为0.0334%;Ma等将聚吡咯(PPy)涂覆在掺氮碳纳米管(N-CNT)网络,为全固态锂硫电池(ASSLSB)的硫正极构建了弹性和导电通道,在4.5 mg/cm2的高面负载下0.1 C实现6 mAh/cm2的高面积容量。
3.4 综合性能对比与选型
不同电池体系对CNTs的性能需求存在显著差异(见表6)。高镍三元与硅基负极要求CNTs兼具力学柔性与界面调控能力,因此SWCNTs及氮掺杂等多元素功能化CNTs成为理想选择;LFP等低成本体系更注重MWCNTs的性价比与分散稳定性;全固态锂电池(SSLB)则对SWCNTs的纯度(>99.9%)和长径比(>2000)提出极高要求。产业化方面,MWCNTs在高镍三元与LFP体系已实现大规模应用(CR5>80%),而SWCNTs在ASSBs中的渗透率正以24.4%的年增长率提升。
表6CNTs导电剂的电池体系适配性

在实际选型中,应重点考虑三方面因素:①能量密度导向(>250 Wh/kg):优先选用SWCNTs或其复合导电剂,如纯硅负极搭配质量分数0.15% SWCNTs可突破400 Wh/kg;②倍率性能导向(>3 C):推荐采用CNTs/石墨烯或CNTs/导电炭黑的复合体系,利用“线-面”协同效应降低电极极化,提升快充能力;③成本敏感导向:在对成本敏感的应用中(如储能、低速电动车),采用“MWCNTs+导电炭黑”复配方案,该方案在LFP电池中可降低30%的导电剂成本。
4 结语与展望
LIBs性能升级对导电剂的需求已从传统“基础导电”转向“低添加量、高效率、强适配与多功能”的复合型需求。CNTs导电剂作为LIBs关键辅材,因其独特结构与性能优势,与高能量密度、长循环稳定性电池的产业化需求高度契合。本文系统综述了CNTs导电剂在作用机理、规模化制备技术、多体系适配及产业化应用方面的最新进展,表明CNTs通过构建高效三维导电网络、增强电极/电解液界面稳定性、有效缓冲体积变化等多重协同机制,显著克服了传统炭材料在高镍正极、硅基负极及高负载电极中的应用瓶颈。目前,“CNTs/炭黑”复合导电剂已成为市场主流,SWCNTs及功能化CNTs正逐步引领下一代电池技术的创新方向。
尽管CNTs导电剂产业化已取得显著成效,但仍面临若干关键挑战:SWCNTs的宏量制备存在成本高、技术壁垒显著等问题,其复杂的分散工艺也制约了规模化应用;CNTs与新兴电池体系(如ASSBs、LSBs)的界面作用机制与适配性仍需深入探索;此外,产业亟需在降本增效的同时实现绿色可持续转型。
未来,CNTs导电剂的研究与应用将从以下三大方向持续深化,逐步实现从“辅助材料”到“核心功能材料”的战略转型。
(1)精准化设计与可控制备。结合ML、AI与高通量计算的深度融合,实现从“经验试错”到“理性设计”的模式转变。通过催化剂逆向设计与合成过程精准调控,可制备具有特定手性、直径和电子结构的SWCNTs。多元素掺杂(如N、B、S、P共掺)与表面官能团定向修饰,将进一步优化CNTs表面电子结构与离子传输行为。新一代智能CNTs材料不仅作为导电介质,还有望作为界面稳定剂和仿生催化剂,为多硫化物催化转化等关键难题提供新解决方案。
(2)绿色化与智能化制造。CNTs规模生产将加速向低碳、低耗与智能化方向转型。绿色制备方面,开发光伏制氢还原CO2合成烯烃、废塑料催化热解气等低碳碳源技术,推动产业从“碳排放”转为“碳循环”。智能制造方面,依托数字孪生技术构建流化床反应器全流程动态模型,实现工艺参数的实时优化与精准调控,显著提升产品一致性(直径偏差<5%)和生产效率。分散技术转向无溶剂的干法工艺发展,开发新型生物基分散剂和高效干法工艺装备,以匹配干法电极技术需求,彻底摒弃NMP等有机溶剂,实现能耗与成本双重降低。
(3)多元化应用场景拓展。CNTs导电剂的应用将从传统锂离子电池市场扩展至钠/钾离子电池、ASSBs及LSBs等新型电化学体系。预计到2030年,CNTs在钠离子电池和ASSBs中的渗透率将分别突破25%和40%。同时,CNTs/MXene、CNTs/MOFs等多元复合导电剂将成为研究热点,实现导电、催化与吸附性能的协同增强。在应用场景方面,CNTs基柔性电池可实现弯曲1000次后容量保持率高于90%,满足可穿戴设备与柔性储能需求;面向航天、极地等极端环境,通过高温退火与硼掺杂等策略开发耐高温(≥200℃)与耐低温(≤-40℃)CNTs导电剂,可显著提升电池在宽温域条件下的电化学性能,推动锂离子电池在极端环境中的容量保持率提升至80%以上,为特殊领域的能源供给系统提供关键技术支撑。
CNTs导电剂的发展已进入由基础研究、工艺创新和应用需求多重驱动的新阶段。其功能不再局限于提升导电性,而是逐渐成为一体化多功能平台,协同提升下一代储能器件在能量密度、功率密度、循环寿命及安全性方面的综合性能。随着多学科交叉融合的不断深入,CNTs导电剂有望成为全球能源结构绿色低碳转型的关键材料之一,为实现“双碳”战略目标提供重要支撑。

第一作者:李连平(1988—),男,硕士,工程师,研究方向为储能材料化工制备工艺及产业化应用,E-mail:lilp001@csgholding.com;
通讯作者:侯明泰,博士,副教授,研究方向为储能技术,E-mail:mthou@qhu.edu.cn。
中图分类号:TM 912
文章编号:2095-4239(2026)02-407-12
文献标识码:A
收稿日期:2025-09-26
修回日期:2025-11-07
出版日期:2026-02-28
网刊发布日期:2026-02-26
>>>查看更多:股市要闻
